About flowability of powders
The flowability of powders refers to the time required for a certain amount of powder to flow through a standard funnel with a specified aperture, usually expressed in units of s/50g. The higher the value, the better the flowability of the powder, and it is a process performance of the powder.

Importance
Flowability of powders is very important for the design of the production process. When an automatic press presses complex parts, if the powder flowability is poor, the loading rate of the automatic press cannot be guaranteed, or bridging phenomenon may occur, resulting in the size or density of the blank not meeting the requirements, and even partial failure to form or crack, affecting product quality.On the other hand,if the flowability of the powder is too good, it can lead to accuracy issues in material filling.
Relevant factor
The flowability of powder is related to many factors, such as particle size, shape and roughness, specific surface area, etc. Generally speaking, increasing the friction coefficient between particles can make powder flow difficult. Usually, spherical particles have the best flowability, while powders with irregular shapes, small sizes, and rough surfaces have poor flowability.
Evaluation and measurement
1.Angle of repose
The angle of repose is the maximum angle formed between the free slope of the powder accumulation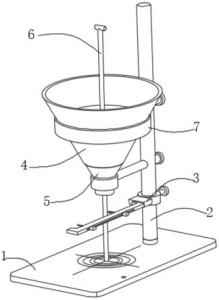 layer and the horizontal plane. The commonly used measurement methods include injection method, discharge method, tilt angle method, etc., as shown in Figure 1. The angle of repose can not only be directly measured, but also calculated by measuring the height of the powder layer and the radius of the disk. I.e. tan θ= Height/radius.
layer and the horizontal plane. The commonly used measurement methods include injection method, discharge method, tilt angle method, etc., as shown in Figure 1. The angle of repose can not only be directly measured, but also calculated by measuring the height of the powder layer and the radius of the disk. I.e. tan θ= Height/radius.
The angle of repose is measured when the particles slide on the free inclined plane of the powder pile volume layer, balancing the gravity and frictional force between the particles, and are in a stationary state. It is the simplest method to test the fluidity of the powder. The smaller the angle of repose, the smaller the friction force, and the better the fluidity. It is generally believed that θ≤ At 40 ° C, it can meet the needs of production liquidity. Sticky powder or particle size less than 100-200 μ The interaction force between particles below m is relatively large and the flowability is poor, resulting in a larger measured angle of rest. It is worth noting that the data obtained by different measurement methods may vary and have poor reproducibility, so it cannot be regarded as a physical constant of the powder.
2.Outflow velocity
Flow velocity is described by adding materials into the funnel to measure the time required for all materials to flow out. The measuring device is shown in Figure 2. If the flowability of the powder is poor and cannot flow out, add 100 μ Measure the amount of glass balls required for free flow (w%) to represent flowability, using the glass ball flow aid of m. The more added, the worse the liquidity.

3.Compressibility
Compressibility: Gently load a certain amount of powder into a measuring cylinder and measure the initial loose volume; Use the tapping method to keep the powder in its tightest state and measure the final volume; Calculate the most loose density ρ 0 and Tightest ρ f; Calculate the compression degree c according to formulas 12-31.
Compressibility is an important indicator of powder flowability, and its size reflects the cohesion and softness of the powder. When the compressibility is below 20%, the flowability is better, but when the compressibility increases, the flowability decreases. When the C value reaches 40% -50%, it is difficult for the powder to automatically flow out of the container.

4.Internal friction coefficient (μ)
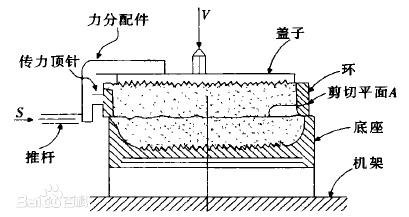 The device for measuring the coefficient of internal friction is shown in Figure 4. Vertical stress V (normal stress) is applied to the stationary powder layer, and shear stress S (shear stress) is applied in the horizontal direction τ When the value is small, the powder layer is in a static state, and when the V value gradually increases to a certain value, the powder layer begins to slide. This state that just causes the powder layer to slide is called the limit stress state. The relationship between vertical stress V and shear stress S under limit stress state. When the relationship between V and S in the powder layer is a straight line passing through the origin (such as a), it is called free flowing powder. μ Represents the internal friction coefficient, called the internal friction angle. If the straight line does not pass through the origin (such as line b), the powder is adhesive powder. C – Cohesive force. When the relationship between V and S in the powder layer is a straight line, it is called Coulomb powder μ、 And the size of C evaluates liquidity, with smaller numbers indicating better liquidity. If the adhesion of the powder layer is strong, the relationship between V and S is non-linear (such as the C-line), and the shear characteristics of the powder can be determined using the Warren Spring equation. σ T – tensile strength; N – shear index, when the value of n approaches 1, the curve approaches a straight line.
The device for measuring the coefficient of internal friction is shown in Figure 4. Vertical stress V (normal stress) is applied to the stationary powder layer, and shear stress S (shear stress) is applied in the horizontal direction τ When the value is small, the powder layer is in a static state, and when the V value gradually increases to a certain value, the powder layer begins to slide. This state that just causes the powder layer to slide is called the limit stress state. The relationship between vertical stress V and shear stress S under limit stress state. When the relationship between V and S in the powder layer is a straight line passing through the origin (such as a), it is called free flowing powder. μ Represents the internal friction coefficient, called the internal friction angle. If the straight line does not pass through the origin (such as line b), the powder is adhesive powder. C – Cohesive force. When the relationship between V and S in the powder layer is a straight line, it is called Coulomb powder μ、 And the size of C evaluates liquidity, with smaller numbers indicating better liquidity. If the adhesion of the powder layer is strong, the relationship between V and S is non-linear (such as the C-line), and the shear characteristics of the powder can be determined using the Warren Spring equation. σ T – tensile strength; N – shear index, when the value of n approaches 1, the curve approaches a straight line.